随着“无废城市”建设和环保政策的深入推进,固废处理行业正朝着智能化、高效化、资源化的方向飞速发展。在这一转型过程中,稳定、可靠且智能的硬件设备成为了关键支撑。其中,工业一体机作为集成了显示、主机和计算单元的现代化工业计算机,正以其卓越的性能和强大的环境适应性,全面渗透到固废处理的各个环节,成为驱动产业升级的核心引擎。
固废处理面临的挑战与智能化需求
传统的固废处理,如垃圾分拣、转运监控、焚烧发电等,往往面临着环境恶劣(粉尘、潮湿、震动)、操作复杂、数据孤岛、效率低下等问题。单纯依靠人工或普通商用计算机,已无法满足7x24小时不间断高效运行和精细化管理的需求。行业亟需一种能够抵御严苛工业环境、集成多种功能、并支持智能化管理的终端设备。

工业一体机在固废处理中的核心应用场景
1. 智能分拣系统控制中心
在固废(特别是生活垃圾和可回收垃圾)分拣线上,视觉识别系统需要高速处理海量图像数据,以精准识别不同种类的物料。高性能的工业一体机作为控制核心,内置强大的处理器,能够流畅运行AI识别算法,实时控制机械臂、气流阀等分拣执行机构,大幅提升分拣精度和效率,减少人力成本。
2. 中央监控与调度管理平台
在固废中转站、焚烧厂或填埋场的中控室内,需要一个大屏、集中化的平台来监控全厂设备运行状态、物流调度和环境参数(如温度、气体浓度)。大尺寸的工业触控一体机,能够以可视化图表形式集成显示所有数据,操作人员可通过触控方式轻松调度车辆、启停设备、发出指令,实现“一屏掌控全局”。
3. 现场工位操作与数据采集终端
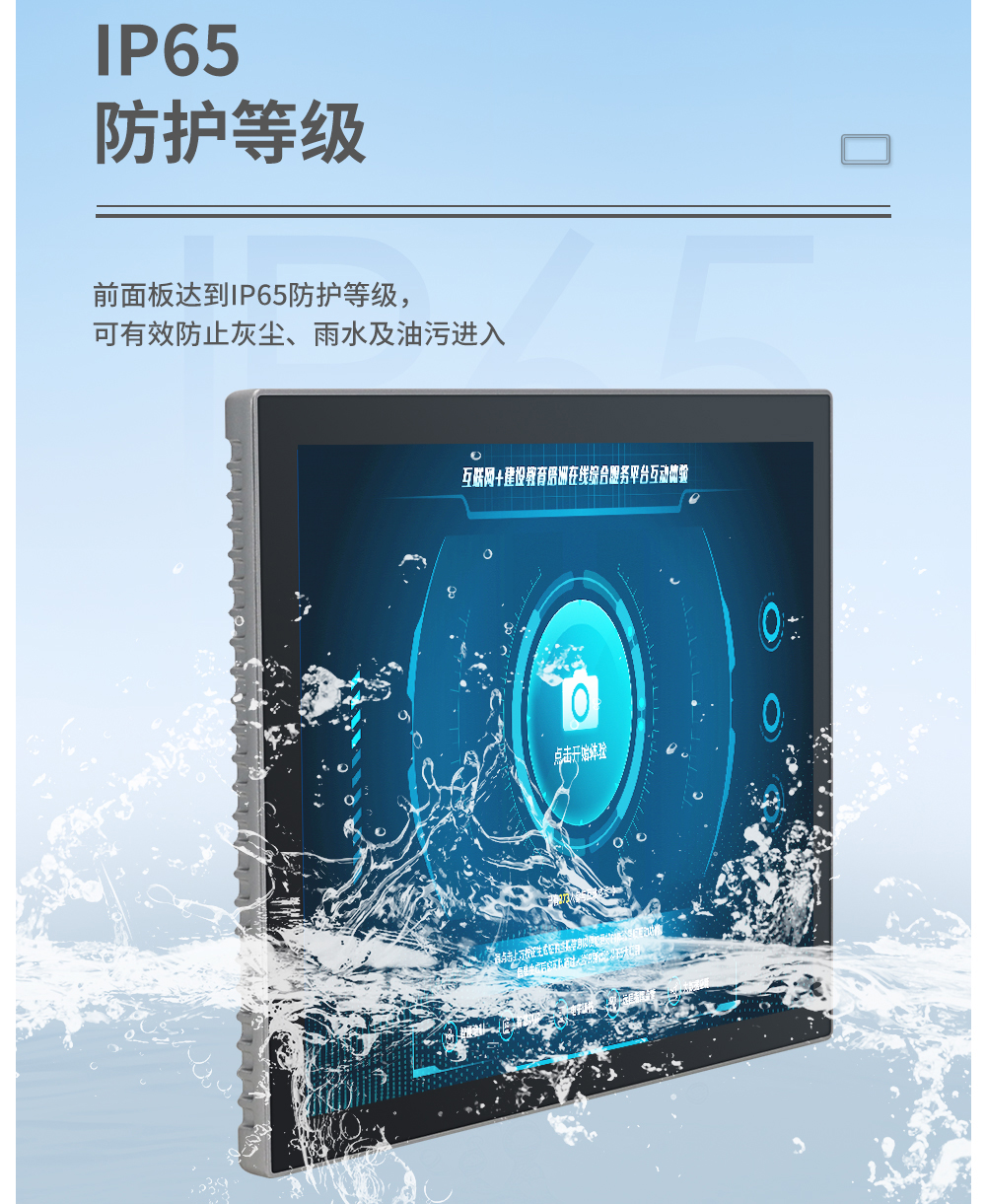
在入厂称重、实验室分析、巡检点等环节,需要坚固耐用的终端进行数据录入和查询。具备IP65防护等级的工业一体机能够有效防止粉尘和水汽侵入,其多点触控屏幕即便在潮湿、脏污环境下也能灵敏响应,方便工作人员戴手套操作,确保数据采集的准确性和及时性。
4. 远程运维与故障诊断接口
通过内置的网络模块,工业一体机可以实时将设备运行数据上传至云平台或远程管理中心。工程师无需亲临恶劣现场,即可远程进行故障诊断、程序更新和系统维护,极大提升了运维响应速度和安全系数。
为何选择专业的工业一体机?
与商用电脑不同,专为固废处理场景设计的工业一体机具备不可替代的优势:
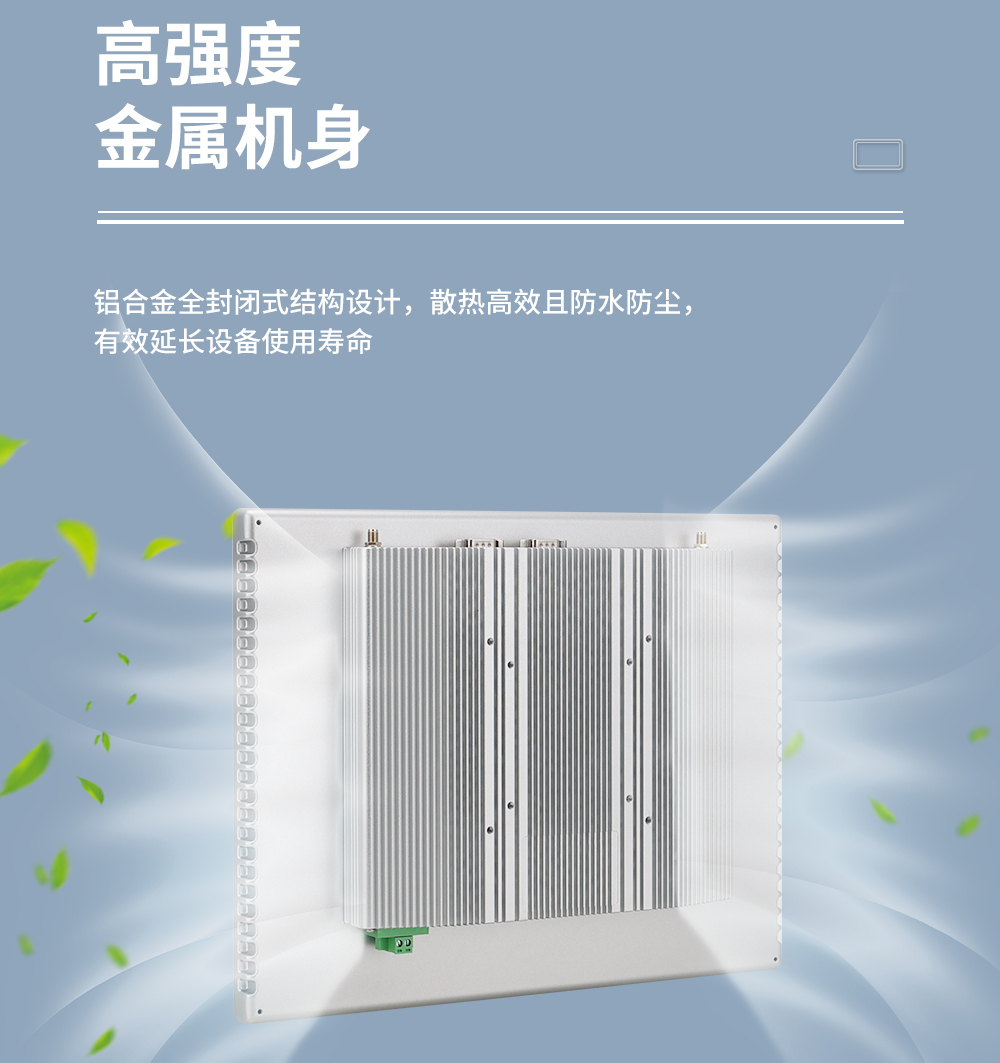
坚固耐用:采用全金属结构和无风扇设计,抗振动、耐冲击,能长期稳定运行于高粉尘、高湿度环境。
稳定可靠:搭载工业级主板和组件,支持宽温工作(如-10℃至60℃),保障7x24小时不间断运行,杜绝死机。
集成简化:一体式设计节省空间,布线简洁,易于安装和维护,降低了整体系统复杂度。
触控交互:多点触控技术简化了人机交互,操作直观高效,降低了人员培训成本。
在固废处理的智能化流水线上,从垃圾入场到资源化产出,每一个环节都离不开数据的精准采集与指令的快速下达。这正是工业一体机大显身手的舞台。它不仅是信息的呈现者,更是智能决策的执行终端,将模糊的“经验操作”转变为精确的“数据驱动”,为企业降本增效和环保达标提供了坚实保障。
触沃DM-G系列工业一体机/工控触摸屏
电容/阻屏,有/无触摸;专为重工业机械类设备配套打造。独家私模开发,压铸铝框+钣金安装背板+压铸后壳/型材后壳,具备出色的正面防水、防尘和抗干扰能力,后盖增加防水胶条,有效阻隔水汽和粉尘,缓解振动冲击。支持桌面式、壁挂式等安装使用方式。
产品特性:
1、前面板达到IP65防护等级,可有效防止灰尘、雨水及油污进入。
2、整机采用全封闭铝合金机身,敬热高效,提高设备使用寿命。
3、符合EMC电磁兼容标准,具备优异的抗电磁干扰能力同时提供ESD静电防护,接触放电±BKV,空气放电+15KV。
4、接口丰富,可根据需要定制多个串口和U口,设备顶部按键设计,方便现场灵活操作。
5、显示触摸和驱动板之间采用模组化设计,便于现场维护和升级。
6、DC9~36V宽压输入(选配),具有过流、过压和反接保护措施接口采用紧固型凤凰端子。
7、产品内部选用优质宽温零件,整机可在0-50℃C的工作温度下正常运行,也可根据需要定制扩展到-20℃~70℃适应各种恶劣工作环境。
适用场景:该产品可以满足特定工厂MES系统、智能检测设备、数据采集和现场管理、智能装配线、自动化控制系统等场景使用需求。

综上所述,固废处理行业的智能化转型已是必然趋势。选择一款性能强劲、稳定可靠的工业一体机,无疑是打造现代化、智慧化固废处理厂的关键一步。它作为连接物理世界与数字世界的桥梁,正持续赋能固废产业,为实现绿色、低碳、循环发展的未来贡献着核心力量。



